
沥青木板视频-锡林郭勒|呼伦贝尔|包头|赤峰|鄂尔多斯兴泰沥青木板_ 兴泰工程材料(通辽市分公司)
更新时间:2025-06-18 04:55:16
Tags: 铜止水

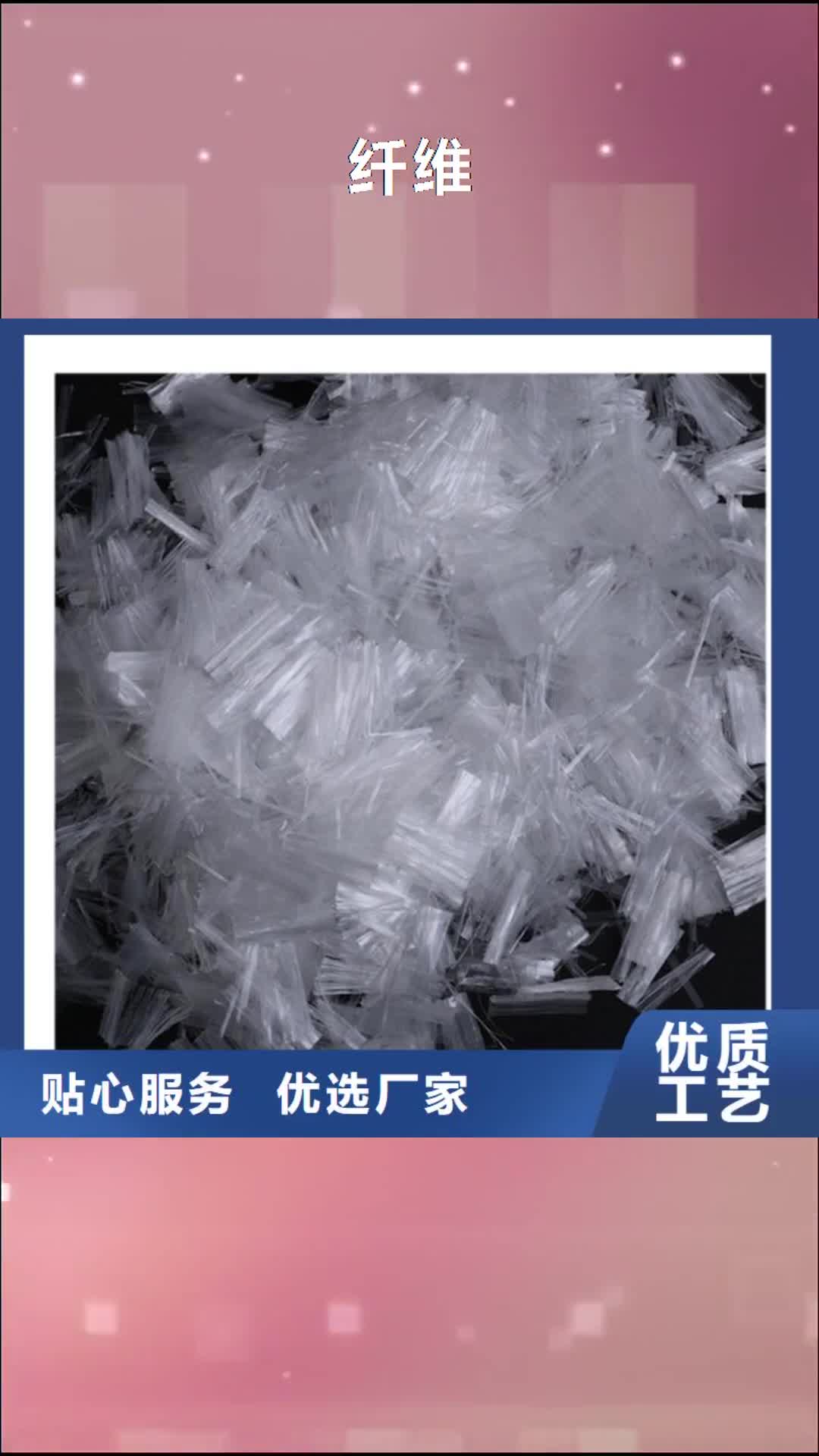
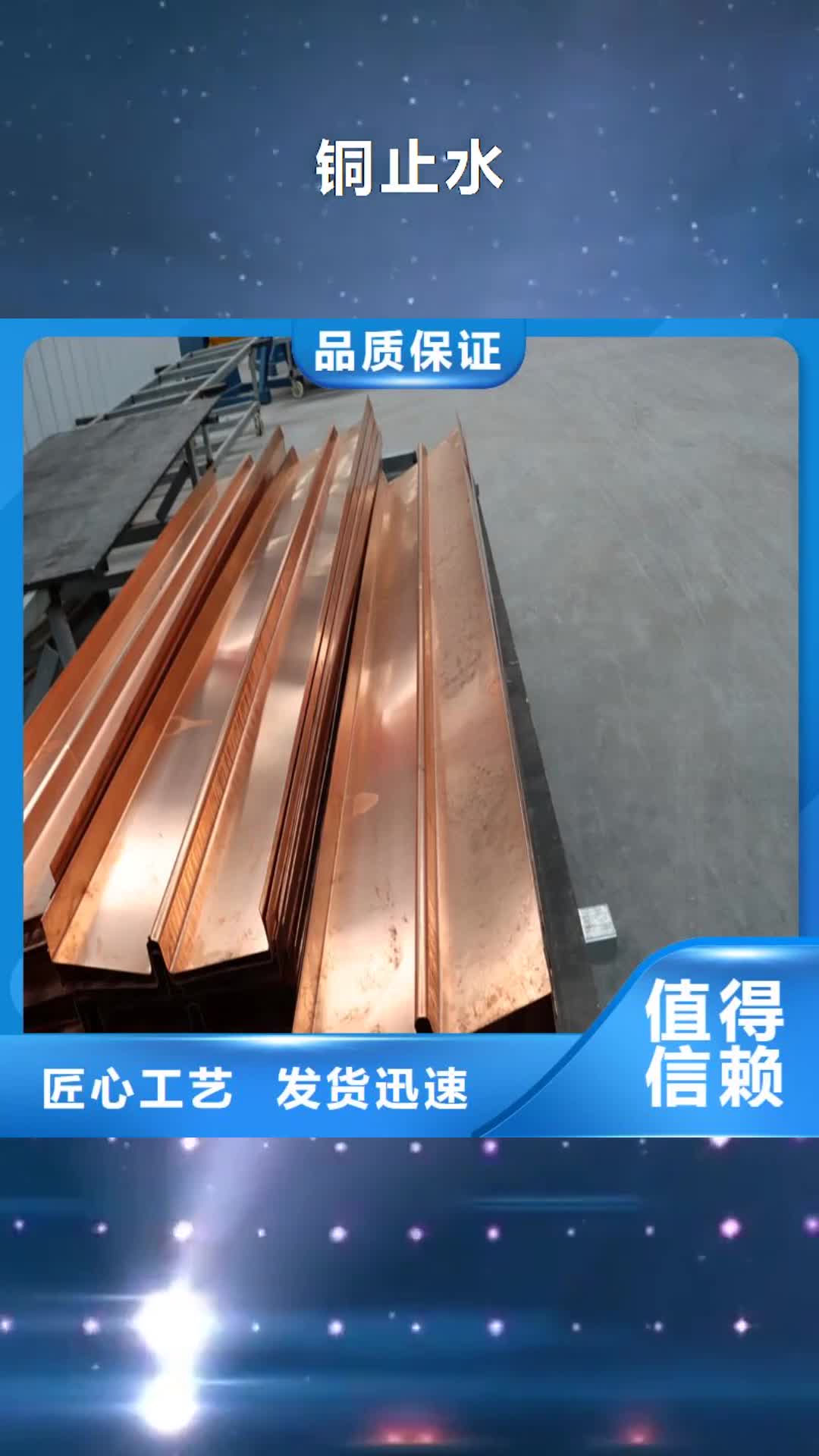
简约不浮华,不简单实用。我们的铜止水产品视频用直观的方式展现产品的实用性和价值。
| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |
| 范围 | 总部设立于【莱芜],服务网络覆盖内蒙古 通辽市 呼和浩特市、包头市、乌海市、赤峰市、鄂尔多斯市、呼伦贝尔市、乌兰察布市、兴安市、锡林郭勒市、阿拉善市 等区域。 |
")
作为专业的提供商,兴泰工程材料(通辽市分公司)xingtai3637致力于为您提供新的今日产品新闻信息。如果您对的相关信息感兴趣,还可以点击我们的频道,获取更多资讯。以下是我们的联系方式:联系人:张经理,地址:[高新区]。期待与您建立长期稳定的合作关系。
")
隧道止水,采用铜止水和橡胶止水相结合的方法,铜止水在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且。 隧道铜止水带拼焊施工要点如下: 1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料; 2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量; 3、选择合格的一次性成型的止水铜带; 4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量; 5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。
")
紫铜止水片工程施工规定 防水紫铜带关键制做原料是铜制,铜止水具备比较好的延展性和耐心,作为防水涂料不仅能够实现梦想的防潮实际效果,还可以保障在长时间的高韧性应用下不易产生一切难题。那麼防水紫铜带施工步骤是啥?因此,衡水市铭璟橡塑制品有限责任公司为我们归纳了有关信息,期待可以为各位提供协助。 防水紫铜带工程施工︰ A、防水片须按设计方案部位跨缝对中实现安裝,并且用固定支架、夹具精准定位,保证 在现浇混凝土全过程中不造成形变或偏移。不允许有压筋、建筑钢筋或其他钢架结构与防水碰撞接。 B、止水铜片的对接依据施工图纸的要求,采用伸缩、咬接或钢筋搭接,钢筋搭接尺寸不宜低于20mm,咬接或搭策应采用双面焊,电焊工需考试通过,电焊焊接工作务必在提交试焊试品请示监理人准许后才能施焊。 C、止水铜片的“十”字连接头和“T”字型连接头在现场生产加工时,应严格执行电焊焊接品质。 D、已埋进先浇混凝土垫块身体的防水片,应采取有效措施避免其形变位移和撕破毁坏,且防水片务必高于先浇块表层之上不少于500px。大仓库面混凝土浇筑中仓内变形缝防水片,应在现浇混凝土前搭建在预期部位上,并且用建筑钢筋等将其固定不动,不可因混泥土倒料或振捣力度产生挪动。在浇筑混凝土时,应防水片周边混泥土料中的大粒度石料,并保证现浇混凝土品质。 E、紫铜止水铜鼻子内浇沥清柱前,事先置放一根在沥清里煮透的麻絮。在浇沥清柱的环节中,采用数次双层浇的方式 ,使沥清柱浇得较为密实度,在浇沥清时速率要尽量快,减少层与层中间的时间间隔。在止水铜片安裝时要严苛确保凹形槽位置与变形缝部位一致,骑缝章布局。 F、安裝好的防水片应多方面固定不动和维护;对防水周边的混疑土应采用稳定对策保证混凝土浇筑品质,避免 产生漏水通道
")
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。 止水接头现场焊接施工工艺及方法 铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在 焊粉中,焊粉采用气剂301. B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷; 或砂纸去除表面油污和吸附的气体。 C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成 脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。 D、焊前首先将焊件预热:预热温度为400 500‘C。 E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷, 同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
")
")
")
")
")
")
")
")
")
大家都爱看





